1.整機(jī)檢查:
1)液壓站,電控柜擦干凈,檢查電柜接線以及電氣的接線是否正確。然后向油箱充滿型號(hào)為HM46或HM68的液壓油。
2)機(jī)架、濾板、隔膜板、活塞桿擦干凈。檢查濾板、排列是否整齊、正確。檢查隔膜板和配板濾布安裝是否正確,濾布有無折疊現(xiàn)象。
3)進(jìn)料、壓榨、吹氣管路與閥門是否正確。
2.液壓系統(tǒng)調(diào)試:
1)啟動(dòng)電機(jī),觀察轉(zhuǎn)向是否與變量柱塞泵標(biāo)注轉(zhuǎn)向一致。
2)壓濾機(jī)沒進(jìn)料情況下,先將油缸上的電接點(diǎn)壓力表的上限值調(diào)到5Mpa,下限調(diào)到2Mpa進(jìn)行加壓,并將高壓腔處的放氣閥打開,進(jìn)行排氣,見流出液壓油后關(guān)閉。壓緊后再進(jìn)行松開,同時(shí)打開低壓腔的放氣閥進(jìn)行排氣,到流出液壓油后關(guān)閉 到達(dá)限位后在反復(fù)進(jìn)行幾次,待活塞桿運(yùn)行平穩(wěn),沒有爬行狀態(tài)為止。然后再進(jìn)行濾板的排放,濾板的偏移量不能超過5mm,否則因?yàn)V板的密封面減小,引起濾板的損壞和漏液現(xiàn)象。接著將油缸上的電接點(diǎn)壓力表上限調(diào)到12Mpa,下限調(diào)到9Mpa進(jìn)行壓緊,檢查壓力受力的情況,主梁兩側(cè)有無異常。如果沒異常再將油缸上的電接點(diǎn)壓力表上限調(diào)至14Mpa,下限調(diào)至11Mpa進(jìn)行壓緊,看有無異常,如果還有異常,后將電接點(diǎn)壓力表上限調(diào)到16Mpa,下限調(diào)到13Mpa,進(jìn)行壓緊,如果再?zèng)]溢料就可以進(jìn)料。
3.過濾部分調(diào)試:
1) 壓緊配板和隔膜板并保壓。
2)打開所有的出液閥,關(guān)閉吹氣閥,進(jìn)料閥門打開1/4左右,啟動(dòng)進(jìn)料泵,觀察濾液以及進(jìn)料壓力變化。如果壓力高,需要打開回流管上的閥門進(jìn)行調(diào)節(jié)。由于濾布的毛細(xì)現(xiàn)象。剛開始過濾時(shí),濾液有少量混濁。一般明流3-5分鐘后,暗流5-6分鐘后正常。這時(shí),可將進(jìn)料閥門緩慢放大,并打開溢流閥,當(dāng)進(jìn)料壓力上升到0.6Mpa時(shí),濾液流出很少時(shí),停止進(jìn)料。然后打開前后兩端進(jìn)料孔的吹氣閥門,進(jìn)行高壓空氣穿流,這樣可以降低濾餅的含水率。打開充氣閥,向隔膜板的腔室內(nèi)充氣,充氣壓力不超0.8Mpa,可以壓榨出濾室中濾餅的部分水份,一般隔膜壓榨歷時(shí)2-3分鐘,當(dāng)壓榨出的濾液量小時(shí),關(guān)閉充氣閥,打開卸壓閥,將隔膜腔室內(nèi)的氣體卸掉。
注:無論在調(diào)試還是在正常使用時(shí),物料溫度一般保證在15-40℃左右,在進(jìn)行壓榨之前物料必須充滿濾室,否則會(huì)導(dǎo)致濾板損壞,影響生產(chǎn)。
華星佳洋壓濾機(jī)和壓濾機(jī)專用泵產(chǎn)品

洗沙現(xiàn)場(chǎng)

發(fā)貨圖片

焊接用的大型焊接機(jī)
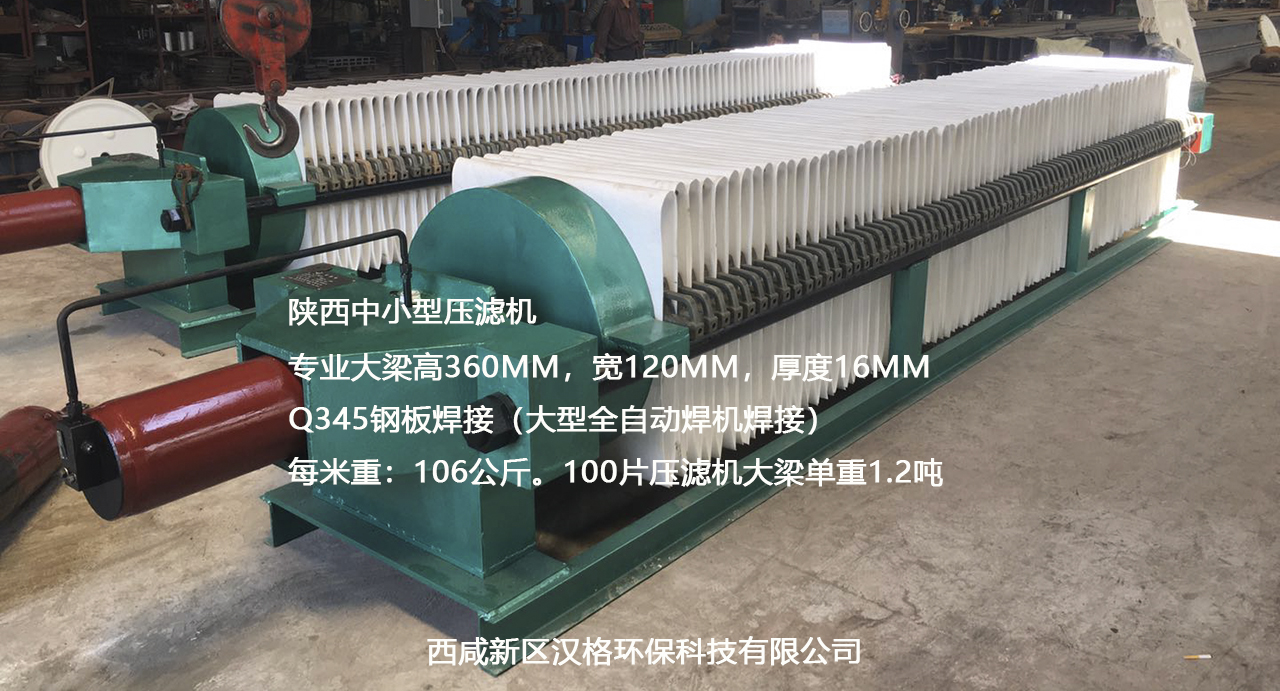
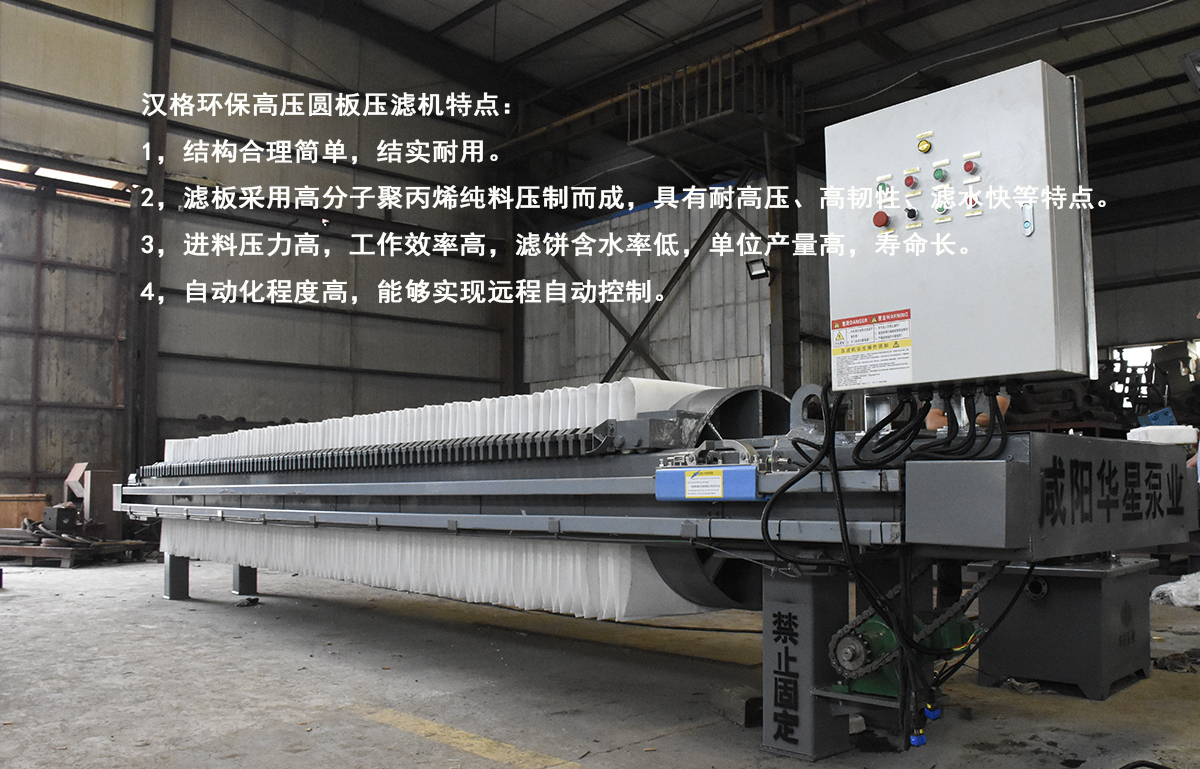
陜西壓濾機(jī)

客戶案例
陜西壓濾機(jī)


